煤矿开采中,采煤机链轮是采煤机牵引系统的关键部件,通过牵引链轮与刮板输送机上的链条啮合,使采煤机沿着刮板输送机移动,实现采煤机的行走牵引,由于长期与链条啮合传动,以及在采煤过程中受到煤块、岩石等的摩擦和冲击,链轮的轮齿容易出现磨损。磨损会导致轮齿的齿形改变,啮合间隙增大,影响采煤机的牵引性能,同时,煤矿井下潮湿、多尘的环境中,链轮容易受到腐蚀。腐蚀会降低链轮的强度和耐磨性,缩短其使用寿命;在重载、冲击等恶劣工况下,链轮的轮齿可能会出现断裂现象等,为了进一步提高链轮的耐磨性和耐腐蚀性,通常会对链轮进行表面处理,可以在链轮表面形成一层硬度较高的硬化层,提高轮齿的耐磨性和抗疲劳性能,同时也能增强链轮的耐腐蚀性,延长其使用寿命。激光熔覆技术作为一种先进的表面改性技术,在采煤机链轮修复加工等领域有着重要应用,可以精确控制熔覆层的厚度和形状,能够准确地恢复链轮的原始尺寸和精度,保证链轮与其他部件的配合精度。
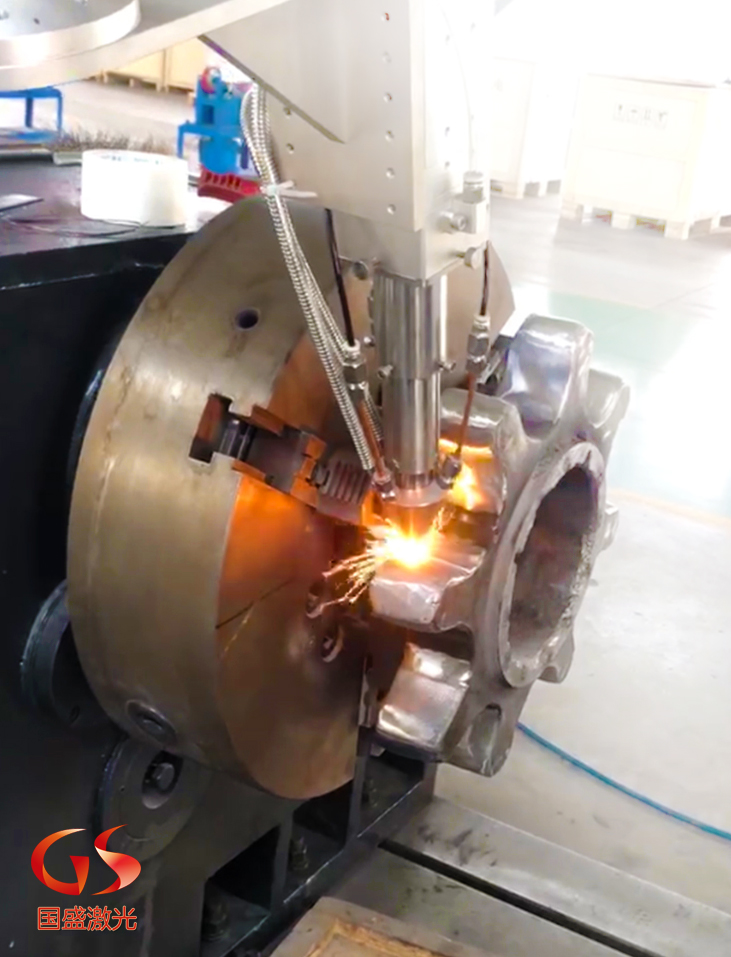
(采煤机链齿激光熔覆修复加工)
在采煤机链轮修复中的应用优势
恢复尺寸精度:采煤机链轮在使用过程中,由于磨损等原因会导致尺寸精度下降。激光熔覆技术可以精确地在磨损部位熔覆一层金属材料,使链轮的尺寸恢复到设计要求,保证其与链条的良好啮合。
提高耐磨性:通过选择合适的耐磨熔覆材料,如含有碳化钨、碳化铬等硬质相的合金粉末,激光熔覆可以在链轮表面形成一层高硬度、高耐磨的熔覆层,显著提高链轮的耐磨性能,延长其使用寿命。
修复复杂形状:采煤机链轮的轮齿形状复杂,激光熔覆技术能够根据链轮的具体形状和磨损情况,进行精确的局部修复,对于一些传统修复方法难以处理的复杂形状部位,也能实现良好的修复效果。
降低维修成本:采用激光熔覆修复采煤机链轮,无需整体更换链轮,只需对磨损部位进行修复,大大降低了维修成本和更换周期。同时,由于激光熔覆后的链轮性能得到显著提高,减少了后续的维修次数和停机时间,提高了采煤生产的效率和经济效益。
激光熔覆加工工艺流程:
激光工艺参数优化:
1.激光功率:激光功率是影响熔覆层质量的关键参数之一。功率过低,粉末不能充分熔化,会导致熔覆层结合强度低、孔隙率高;功率过高,会使基体熔化过多,导致熔覆层稀释率增大,影响熔覆层的性能。一般根据链齿的材料、尺寸和熔覆层厚度要求,选择合适的激光功率。
2.扫描速度:扫描速度决定了激光作用在链齿表面的时间和能量输入。扫描速度过快,粉末熔化不充分,熔覆层厚度不均匀;扫描速度过慢,会使基体过热,导致变形和组织恶化。
3.送粉量:送粉量要与激光功率和扫描速度相匹配。送粉量过大,粉末不能完全熔化,会在熔覆层中形成夹杂物;送粉量过小,会导致熔覆层厚度不足。
国盛激光激光熔覆技术优势
1.加工质量稳定:15年激光熔覆修复经验,航空航天、机械加工、模具制造、钢铁行业等多领域激光熔覆修复案例,积累众多激光熔覆工艺参数包,保证加工质量稳定
2.创新型研发团队:不断创新研究工艺,为您提供优质产品加工维修解决方案
3.完善服务:7X24小时售前售后服务
采煤机链轮链齿激光熔覆修复欢迎咨询国盛激光:19039905582